




机械加工行业多品种小批量排程的一种实践

在机械加工行业的多品种小批量生产模式下,生产计划编制需要兼顾柔性化和精细化管理。本文将介绍几种结合丰田生产方式和现代智能排产技术的系统性方法。
1、核心编制逻辑
graph LR
A[订单池] --> B{优先级判定}
B -->|交期紧急| C[插单排产]
B -->|常规订单| D[批次优化]
D --> E[工艺相似性聚类]
E --> F[动态产能平衡]
F --> G[资源冲突预警]

图源:网络
2、关键步骤以及实时方法
订单分类与优先级管理
Part.1
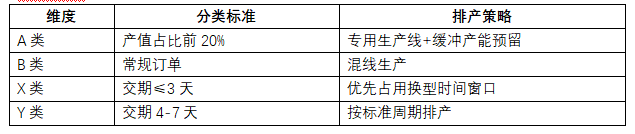
ABC-XYZ矩阵法
智能优先级计算:
python
# 基于交货期、客户等级、利润的加权评分
def calculate_priority(order):
score = 0.4*(1 - (order.due_date - today)/total_days)
+ 0.3*order.client_level
+ 0.3*order.profit_margin
return score
工艺相似性聚类排产
Part.2
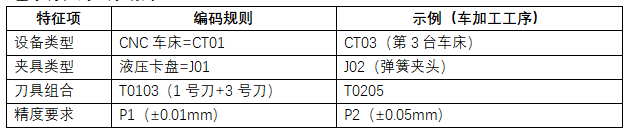
基于特征的工序排产
聚类算法应用:
使用DBSCAN算法将订单按编码相似度分组,减少换型时间30%-50%。
动态产能平衡技术
Part.3
三维产能模型:
\text{可用产能} = \sum\left(\frac{\text{设备可用时间}}{\text{标准周期时间}} \times \text{并行工位数}\right) - \text{换型损耗}
实时调整策略:
设备负载可视化:用甘特图显示各设备利用率(阈值:绿色<70%,黄色70-90%,红色>90%)
抢单机制:空闲设备可主动"抢"相似工艺订单(需满足最小经济批量)
换型时间压缩
Part.4
包括模具准备、参数设置和首件监测三个步骤,以下是传统方法与优化:

SMED技术改良
3、智能排产系统架构
底层收集信息(数据层) -> 中层分析决策(算法层) -> 顶层下达指令(应用层)
flowchart TB
subgraph 数据层
A[ERP订单数据]
B[MES实时状态]
C[工艺知识库]
end
subgraph 算法层
D[遗传算法排产引擎]
E[强化学习动态调整]
F[换型时间预测模型]
end
subgraph 应用层
G[可视化排产看板]
H[移动端异常警报]
I[设备终端派工单]
end
数据层 --> 算法层 --> 应用层
4、实施资源需求
涉及排产算法、实时数据采集和可视化工具,以下是必须资源与低成本替代方案:

实施资源需求
5、典型案例效果
某航空零部件企业实施后:
换型时间:从平均45分钟降至18分钟
订单准时交付率:从78%提升至95%
设备综合效率(OEE):由52%提高到67%

图源:网络
END
Leantek.cn
精易会

Leantek.cn
精易会
微信号丨精易会智造
官网丨leantek.cn
电话丨400-690-8780
邮箱丨 info@leantek.cn
地址丨江苏省苏州工业园区裕新路168号脉山龙大厦1号楼402室


